Deep hole drilling machine type ML500 from TBT at GLUMANN Maschinenbau in Chemnitz. The machine is used for drilling holes with diameter up to 80 mm and depth up to 2000 mm using BTA/STS technology.
Along with other precision machined components, GLUMANN Maschinenbau in Chemnitz, Germany specialises in producing long rotating shaft type parts. Deep Hole Drilling plays an important role the production of these items and so in order to keep up with the growing volume demands from an engineering customer, the contract manufacturer (GLUMANN) decided to equip their new Deep Hole Drilling Machine from TBT with a fully automatic loading system. TBT (the deep hole drill-ing specialist from Dettingen/Erms, Germany) developed the ideal solution.
Deep Hole Drilling is an important technology for any contract manufacturer that processes shaft type parts within their portfolio. Many shafts require relief holes or have to be supplied with lubricant. That’s why GLUMANN Maschinenbau AG in Chemnitz has seven deep hole drilling machines in operation, including two from TBT in Dettingen/Ems for hole depths up to 2000 mm. The larger machine, an up-to-date ML500, is mainly used to work on various configurations of shaft for a long-standing engineering customer. The diameter of the holes in these shafts can vary, up to 80 mm. BTA/STS deep hole drilling method is the technology used. In this method, the cutting oil is fed to the tool under pressure along the outside of a hollow drill tube. The drill head itself, which is mounted onto the end of this tube has hard metal (carbide) cutting plates or inserts and has openings directly behind the cutting plates which allow cuttings and cooling lubricant to exit out of the hole through the inside of the drill tube and then into a chip conveyor. Gerhard Glumann, Chairman of the Board and Production Director looks back: “As the quantity of shafts to be processed (drilled) on this machine kept increasing, we had to come with a new solution to stop us getting into delivery deadline issues“. “We opted for a fully automatic loading system, so that the machine could be operated unmanned once all processing parameters have been set. We presented this plan to our machine manufacturer TBT, who then worked upon a solution for us”.
Developing systems which facilitate fully automatic operation of deep hole drilling machines is part of everyday life for the experts in Dettingen/Erms and many solutions are available as standard. But in this case, TBT designed a unit precisely tailored to meet the requirements and conditions at GLUMANN.
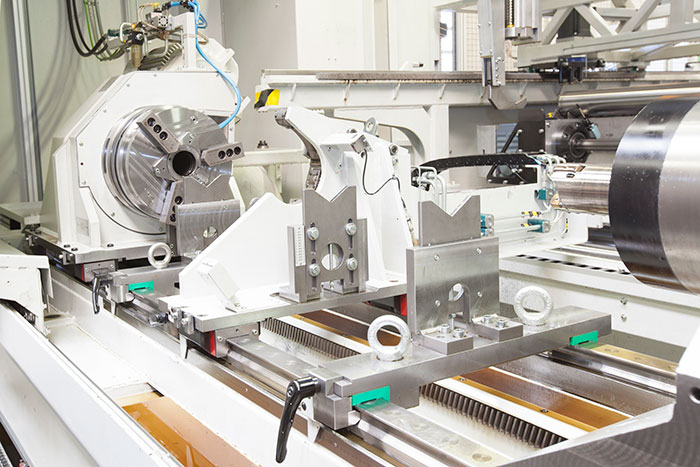
The ML500 working area with tailstock mounted three-jaw chuck on the extreme left, and self-centring steady rest.
Components on two levels
“After inspecting the space situation at the end-user, our designers came up with the idea to arrange the components in a space-saving layout over two levels, raw parts above, and finished parts below. Each level has a conveyor chain system to bring the parts in and out“, explains Wladislaus Kiefer, Sales Director at TBT. On the upper level – approximately at the height of the machine spindle – there is room for around 20 raw parts. That’s roughly the amount which is usually processed during a shift. “The length of the shaft catered for, can be adjusted from 500 to 2000 mm, which means it can used for a very wide range of component lengths, continues Kiefer.
Above the component conveyor chain, a two-armed gantry grab moves backwards and forwards on rails. As for the working process itself: The grab collects the raw part from the upper level, goes to the drilling spindle and puts the part into a self-centering steady rest between the three-jaw chuck and a female cone. Then it returns to the waiting position. The three-jaw chuck clamps automatically, and the drilling process can start. After drilling, the shaft is released and the grab lifts the part again from its processing position and passes it on to the lower level. One important detail, the grab has also been designed by TBT to be flexible. It covers the whole range of diameters which GLUMANN needs for its customers, 80 to 140 mm, and so does not have to be converted.

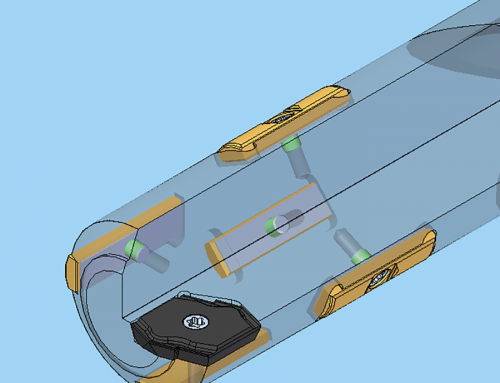
GLUMANN drill using the BTA/STS process on the ML500. Cuttings and cooling lubricant are fed out of the working piece through openings in the drill head.
Integrated into control
One thing was very important for us, emphasises Gerhard Glumann: The positioning of the loading unit behind the machine. This is different to many other automated solutions in machining technology and was necessary so that we can easily process individual one of orders for example, without any difficulty by bypassing the fully automatic loading operation. This means the ML500 is accessible from the operating side like any standard machine, with no access restrictions.
The loading system is fully integrated into the machine control system. The operator only enters key data such as length of part to be processed, drilling diameter and depth. This means the machine “knows“ the part in question and can run the NC program. But TBT have built in even more features: The total tool life, which the tool is expected to achieve, can be set via two different workpiece counters, which trigger different reactions in the program execution. This means the machine stops for a change of cutter in good time before tool failure. The ML500 also has feed force and coolant pressure monitoring. If the wear and tear on a tool should exceed a certain level more quickly, or if any other problem arises, the machine will also shut down automatically.
The conclusion from the Chairman of the Board and Production Director: “Thanks to fully automatic operation, which is made possible by the loading system, we can meet the increase in volumes required without additional headcount or machine capacity”.
But, the project has also been worthwhile for TBT! As the deep hole drilling specialist has said, this type of loading and unloading is now available as a standard solution. Thanks to the flexible basic concept, workpiece lengths and load-bearing capacity can be adapted to suit individual customer requirements.
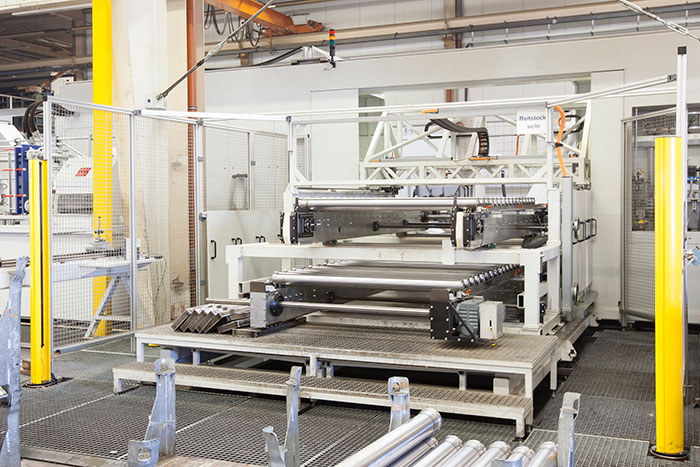
The loading and unloading unit behind the machine provides good access, making it easy to bring in and remove the components.
Machining and welding
GLUMANN Maschinenbau AG in Chemnitz is a sub-contractor with tradition. Major clients come from mechanical engineering, plant construction, tool manufacture, mould manufacture, rolling stock, aviation and the printing industry. The core competencies of the company, which was founded in 1956 and which went public in 1994, are turning, milling, deep hole drilling and welding. The corresponding 3D measurement technology is available for all of this. Large scale parts are also part of our everyday work. GLUMANN process turned parts up to 500 mm diameter and 3500 mm in length. The largest processing centre, a travelling column processing centre, facilitates milling and boring of pieces up to 6000 mm long. All seven machines are available for deep hole drilling. Maximum drill diameter is 225 mm and maximum drill depth is 4000 mm. Welding know-how includes e-welding and shielded arc welding (MAG, MIG, WIG).
Further info: www.glumann-maschinenbau.de

The components are loaded onto conveyor chains, on the upper level are the components to be drilled, and on the lower level are the components which have been drilled. On the left is the adjustment spindle for setting component length.

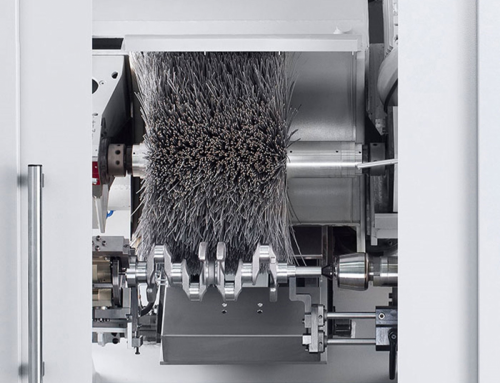
Components at GLUMANN Maschinenbau, which were drilled on the ML500 deep hole drilling machine from TBT.
Bilder: TBT Tiefbohrtechnik GmbH + Co