Wir schreiben Fachartikel – präzise, verständlich und aussagestark. Pressetexte, die begeistern, überzeugen und treffsicher sind! Damit binden Sie Ihre Bestandskunden stärker an sich, gewinnen neue Kunden und steigern messbar Ihre Verkaufszahlen. Wir setzen Ihr Produkt in Szene, überzeugen mit Worten und wecken den Bedarf; sie überzeugen mit Ihrem Produkt und steigern Ihre Verkaufszahlen.
Der untenstehende Fachbeitrag aus der Maschinenbau-Branche in Fachgebiet Honen und Entgraten wurde 7 x in verschiedenen Fachmedien veröffentlicht. Viel Spaß beim Lesen!
PR Maschinenbau | Brushed crankshafts
KADIA presents new brush deburring machine EC-Brush
The deburring of complicated engine components such as crankshafts or camshafts is usually carried out with the aid of special solutions. KADIA Produktion GmbH + Co. has decades of experience in this field. The honing and deburring specialists from Nürtingen have now added a standard brush deburring machine for this application to their product range for the first time.
Before a crankshaft reaches the finishing machine for finishing the bearings, any loose particles or flaky burrs must be removed from it. These foreign bodies could otherwise enter the new engine interior and cause damage there. The most common solution for this process is a robot that guides the workpieces with a gripper to a deburring console equipped with different tools (brushes, discs, etc.). A complicated, complex motion sequence has to be programmed, because each workpiece edge must be brought exactly into the machining position. For each crankshaft variant, the robot must be taught again, i.e. the new coordinates must be entered and stored. This means a lot of effort for the plant support, and often also frequent downtimes. In addition, the robot takes two minutes to machine each crankshaft. However, the usual cycle times in the automotive industry are 30 to 60 seconds. As a result, engine manufacturers often operate several deburring cells in parallel in order to cope with the quantities.
The developers at KADIA, who are familiar with these circumstances from their own experience, thus considered a new plant concept. It was to be flexible, allow short cycle times and require little effort for support and maintenance. The result: the standard brush deburring machine EC-Brush. What sounds simple at first has several constructive tricks up its sleeve. The machine has a total of five programmable axes: one rotary drive each with right/left rotation for the brush and the workpiece. The workpiece is clamped against a point in a three-jaw chuck. The brush rotates at about 500 rpm, the crankshaft at 30 rpm. Linear axes also provide the brush’s back/forward and lateral oscillation movement and a traversing range for the center. The latter enables different crankshaft lengths to be clamped, so that any variant for 3- to 6-cylinder engines (for passenger cars or small commercial vehicles) can be machined in any desired succession. Loading and unloading can be carried out manually, semi-automatically or fully automatically.
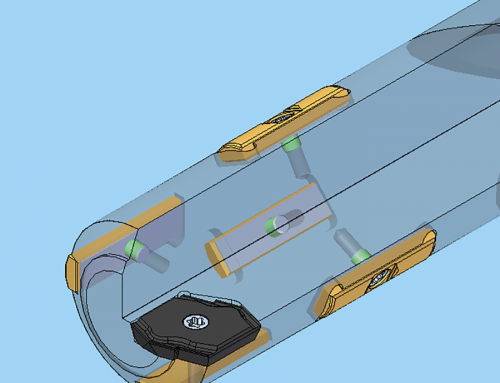
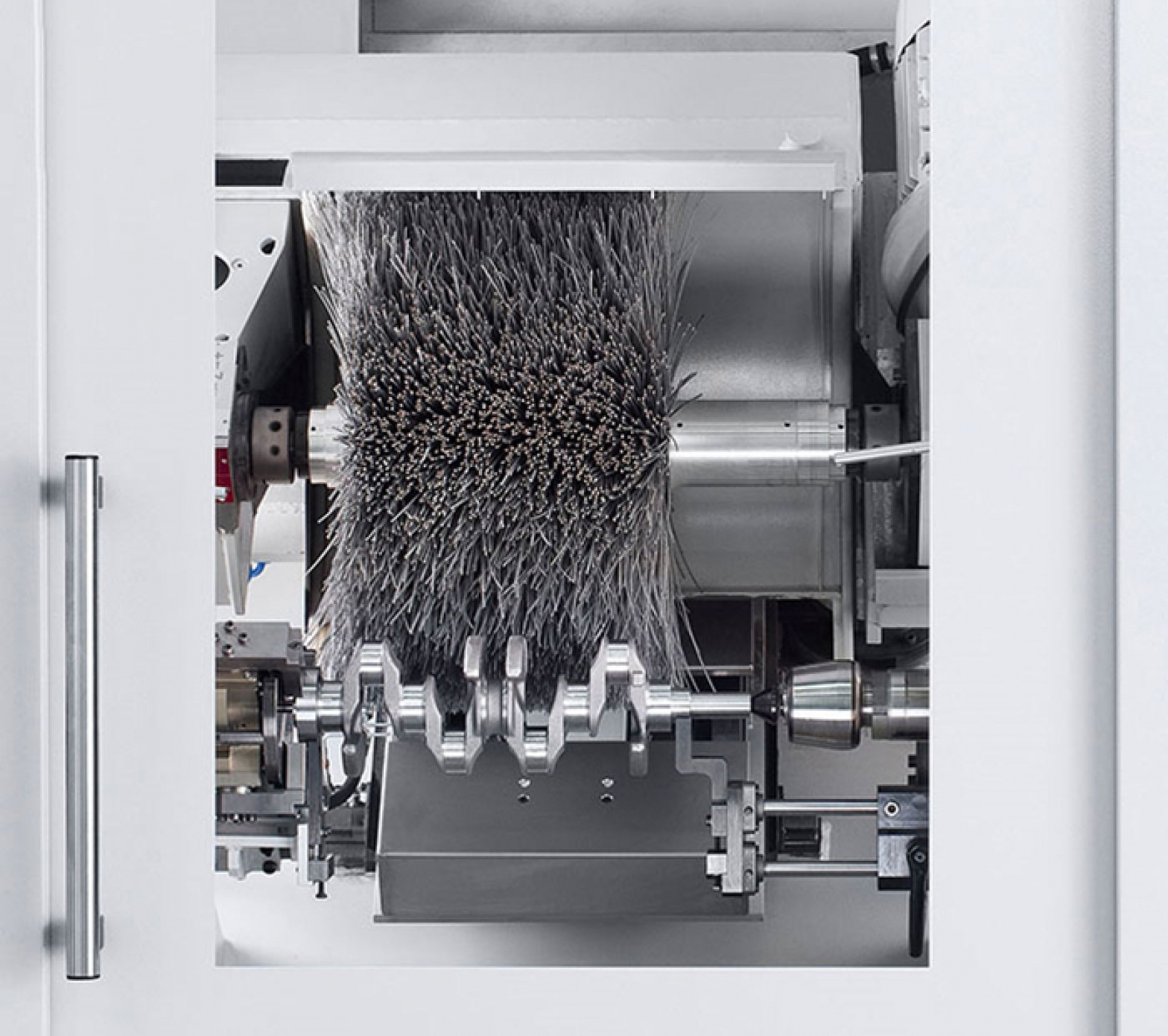
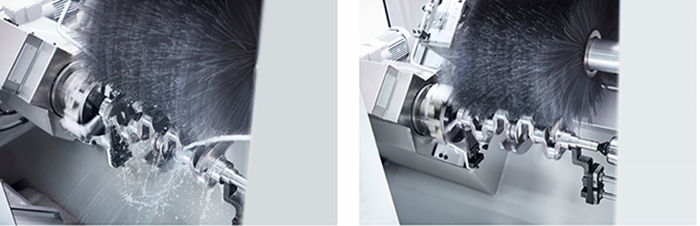
The heart of the EC-Brush deburring machine is the brush, which is equipped with fibres made of abrasive nylon. Their crosssection is oval, i.e. long and short fibres adapt to the eccentric design of the crankshafts. Only one operation is required, as the shaft is completely immersed in the brush. The long fibres reach from the cheeks up to the connecting rod bearings, the short fibres machine the main bearings area. There are always certain fibres in mesh. The long ones are deflected at short workpiece distances to create an addi-tional impact effect. Particles and flaky burrs, which typically occur during drilling or grind-ing, are reliably removed. The choice of fibre type allows adaptation to the component’s material. Another important difference to the robot solution: the EC-Brush deburring ma-chine allows wet machining. The workpiece is rinsed at the same time in this case.
„The main time for deburring a crankshaft is only about 20 seconds. Including loading and unloading, cycle times of about 30 seconds or just above are possible,“ explains Henning Klein, Managing Director at KADIA. „Three cells are required to achieve the same output as a deburring robot, the investment costs for which are about twice as high.“ As this is a standard machine designed according to the modular principle, KADIA says that the delivery time is also significantly shorter than for a special solution. The small space require-ment creates a further advantage. The designers at KADIA equipped their deburring ma-chine with an inclined bed on which the brush moves back and forth. This results in a compact design with a footprint of just 2.6 x 2.3 m.
- Advantages of the EC-Brush deburring machine from KADIA
- Easy to program (5 axes)
- Short cycle times (approx. 3 times less than robot solution)
- Standard machine, i.e. fast availability and cost-effectiveness
- Each crankshaft variant can be machined from three to six cylinders
- Wet processing possible
- Can be integrated into an automation concept
- Compact design (footprint 2.6 x 2.3 m)
- Low maintenance costs

The EC-Brush crankshaft deburring machine from KADIA has an inclined bed and is therefore very compact. The footprint is only 2.6 x 2.3 m. Images: KADIA
The fibres of the deburring brush are made of abrasive nylon and reach every part of the crankshaft. According to KADIA, camshafts or similar eccentric workpieces can also be machined in addition to crankshafts. Fig: KADIA